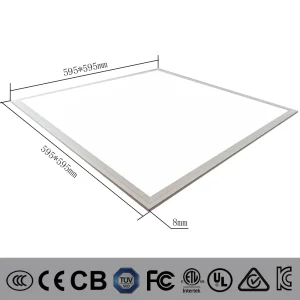
3600 Lumens 36W Square Shape Surfaced Mounted Recessed Flat Panel LED Light
Product Description


We are a national high-tech enterprise focusing on clean room lighting products, integrating design, research and development, and manufacturing. Our applications cover industrial electronics plants, food processing, biotechnology, pharmaceuticals, semiconductors, and new energy fields.
Our facility spans 18,000 square meters, featuring modern standard workshops equipped with automatic laser cutting machines, SMT placement lines, and advanced testing instruments such as lightning surge testers and multi-channel temperature monitors.
| Category | Recommended Applications |
|---|---|
| Anti-UV Series | Cleanrooms, laboratories requiring UV protection |
| LED Tube | General lighting, offices, warehouses |
| LED Teardrop Light | Cleanrooms, controlled environments |
| LED Panel Light | Healthcare facilities, commercial spaces |
| LED T-Bar Light | Grid ceilings in hospitals and cleanrooms |
| LED Explosion-proof | Hazardous areas, chemical plants |
Application: Chemical materials, semiconductor processing, pharmaceuticals, and laboratories with corrosive gases/liquids.
Key Features:
- Made of stainless steel with seamless welding.
- Corrosion-resistant beveled edge design.
- Internal aluminum heat dissipation for stable performance.
- Ceiling-mounted bracket installation.
Mounting Types: Screw Fixing, Magnetic Suction, or Snap Bracket.
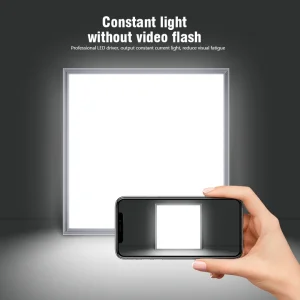
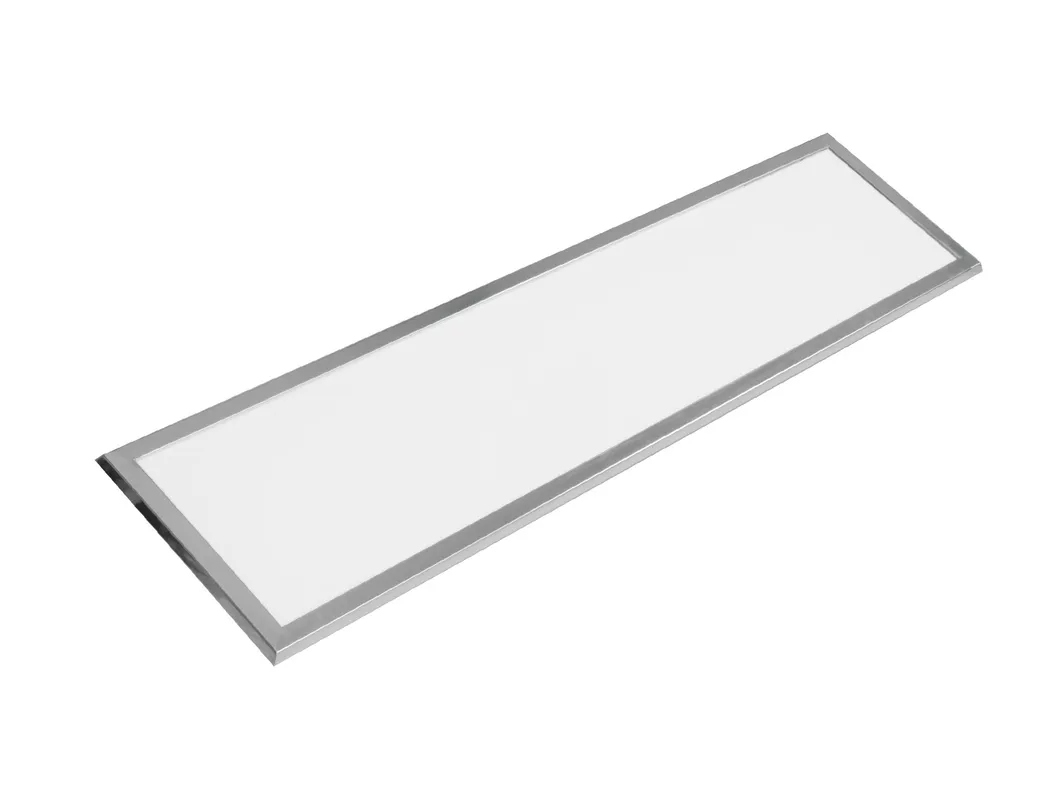
Design: Ultra-thin aluminum alloy or steel frame with high transmittance light guide plates. Provides uniform plane luminous effect to reduce eye fatigue.
Efficiency: Optional high luminous efficiency programs up to 150LM/W are available.




Yellow Light (Anti-UV): 590nm wavelength. Filters spectrum below 500nm. Essential for photo-lithography and GMP pharmaceuticals.
Red Light: 620nm wavelength. Filters spectrum below 600nm. Designed for photosensitive drug and material production where energy impact must be minimized.


With over 16 years of development, we operate a modern professional factory. All staff work in clean, bright workshops to guarantee production quality. Our management process covers design, R&D, testing, and mass production, ensuring excellence at every stage.